砂轮的运动速度高、砂轮的非均质结构、磨削的高热现象、大量的磨削粉尘。
磨削加工危险因素
- 机械伤害
- 噪声危害
- 物质和材料产生的危险
- 粉尘危害
- 磨削时产生的火花,是引起火灾的不安全因素
砂轮机的安全技术措施
《砂轮机安全防护技术条件》
(一)设备结构
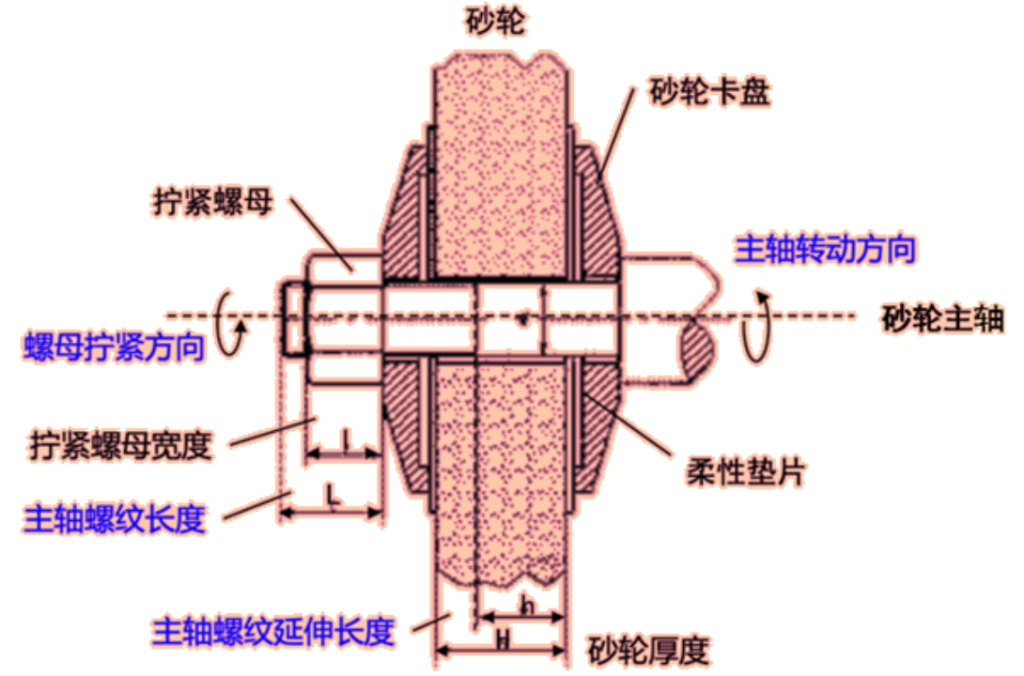
砂轮装置由砂轮、主轴、卡盘、垫片、紧固螺母组成,砂轮装置安全防护的重点是砂轮,砂轮的安全与主轴和卡盘等组成部分的安全技术措施直接相关。
(1)砂轮主轴
- 砂轮主轴端部螺纹应满足防松脱的要求,其旋向须与主轴工作时旋转方向相反。
- 端部螺纹应保证整个压紧螺母旋入(L>l)。
- 主轴螺纹部分须延长到紧固螺母的压紧面内,但不得超过砂轮最小厚度内孔长度的1/2(h>H/2)。
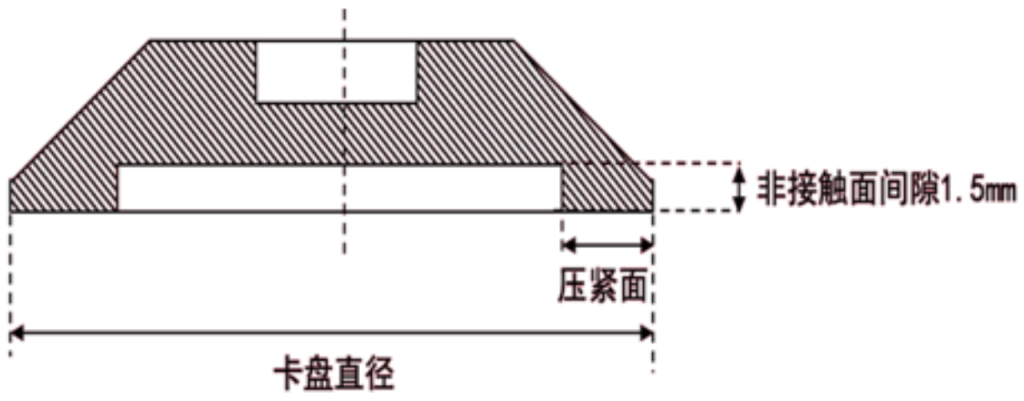
(2)砂轮卡盘
- 一般用途砂轮卡盘直径不得小于砂轮直径的1/3。
- 切断用砂轮的卡盘直径不得小于砂轮直径的1/4。
- 卡盘与砂轮侧面非接触部分应有不小于1.5mm的足够间隙。
(二)安全防护措施
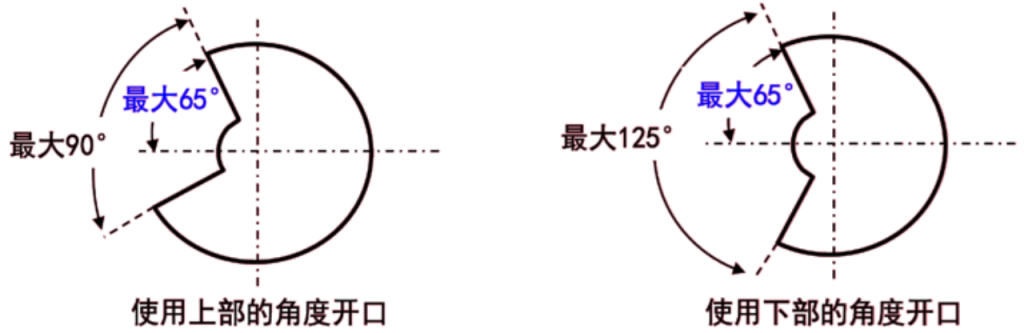
(1)砂轮防护罩
- 砂轮防护罩的总开口角度应不大于90°,使用砂轮安装轴水平面以下砂轮部分加工时,防护罩开口角度可以增大到125°。而在砂轮安装轴水平面的上方,任何情况下防护罩开口角度都应不大于65°。
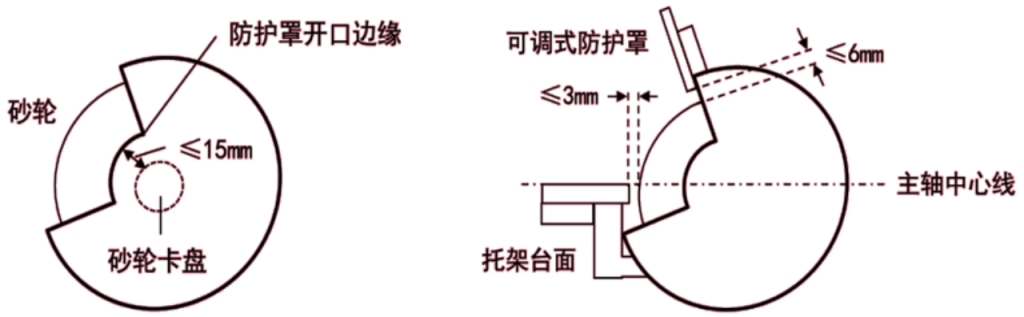
- 砂轮防护罩任何部位不得与砂轮装置运动部件接触,砂轮卡盘外侧面与砂轮防护罩开口边缘的间距应不大于15mm。
- 防护罩上方可调护板与砂轮圆周表面间隙可调整至6mm以下,托架与砂轮圆周表面间隙应小于3mm。
- 当砂轮磨损时,砂轮的圆周表面与防护罩可调护板之间的距离应不大于1.6mm。
- 应随时调节工件托架以补偿砂轮的磨损,使工件托架和砂轮间的距离不大于2mm。
(2)防触电:电源接线端子与保持接地端之间的绝缘电阻应不小于1MΩ。
(3)防噪音:台式砂轮机在空运转条件下,噪声声压级不得超过80dB。
(4)防尘:干式磨削砂轮机应设置吸尘装置,砂轮防护罩应备有吸尘口,带除尘装置的砂轮机粉尘浓度不应超过10mg/m³。
(三)安全信息
砂轮只可单向旋转,在砂轮机明显位置上应标有旋转方向。
砂轮机的使用安全(管理角度)
(1)砂轮的检查
砂轮在安装使用前,必须经过严格的检查。
- 有裂纹或损伤等缺陷的砂轮绝对不准安装使用。
- 标记检查。砂轮无标记或标记不清,无法核对、确认砂轮特性的砂轮,无论是否有缺陷均不应使用。
- 新砂轮、经第一次修整的砂轮以及发现运转不平衡的砂轮,都应做平衡试验。
(2)砂轮机的操作要求
- 在任何情况下都不允许超过砂轮的最高工作速度。
- 应用砂轮圆周表面进行作业,不宜使用侧面磨削。
- 应站在砂轮的斜前方位置,不得站在砂轮正面。
- 禁止多人共用一台砂轮机同时操作。
- 砂轮机的除尘装置应定期检查和维修。
- 发生砂轮破坏事故后,必须检查砂轮防护罩是否有损伤,砂轮卡盘有无变形或不平衡,检查砂轮主轴端部螺纹和紧固螺母。